
Moldex3D로 고정밀 솔레노이드 밸브의 어려운 성형 문제 해결
- Im Minji
- 2023년 2월 1일
- 3분 분량
Customer Profile

고객: Eagle Industry Taiwan Co., Ltd. 지역: 대만 산업: 제조업 솔루션: Moldex3D Professional Package, Flow, Pack, Cool, Warp, Designer BLM
Eagle Industry Taiwan Co., Ltd.(EKK)는 일본의 iggle Industry Co., Ltd.와 협력하여 1979년에 설립되었습니다. EKK 회사는 통합 부품 제조업체로 아시아- 태평양 지역에 위치합니다. 주요 제품은 자동차, 기관차, 주택, 선박 등 다양한 기계류의 회전 작동 시 액체 가스와 같은 유체의 누출을 방지하는 제품입니다.
요약
이번 케이스에서, 제품은 자동 수세 소변기에 사용되는 솔레노이드 밸브입니다. 제품 재료는 그림 1에 표시된 결정질 플라스틱 POM입니다. 이 제품은 두께 제한과 높은 치수 정확도 요구 사항을 가집니다. 이에 따라, 설계자는 최적의 게이트 위치를 결정하고 공정 조건을 최적화하기 위해 Moldex3D를 사용했습니다. 주요 목표는 그림 2와 같이 (1) 특정 립 표면에 대한 높은 정밀도, (2) 표면 결함 없음, (3) 불균일한 제품 두께로 인한 내부 공극 감소를 달성하는 것입니다.

그림 1. HCG 소변기 솔레노이드 밸브

그림 2. 제품의 립 표면 및 두께 범위
과제
립 표면의 고정밀 요구 사항
흠집없는 외관
내부 공극을 감소
솔루션
Moldex3D를 사용하여 최적의 게이트 위치를 결정하고 공정 조건을 최적화하여 제품의 결함을 개선했습니다.
효과
에어 트랩의 수를 줄이기 위해 게이트 위치 최적화
고정밀 립 표면 획득 및 수율이 최대 98%까지 증가
외관 결함 감소 및 명확한 문자 획득
보이드 40% 감소 및 구조 강도 향상
사례 연구
이 연구의 주요 목적은 립 표면에 대한 치수 요구 사항을 포함하여 소변기 솔레노이드 밸브의 세 가지 성형 문제를 해결하고 표면 결함을 제거하며 보이드를 줄이는 것입니다. 그림 3은 원래 제품의 립 표면을 보여줍니다. 광택 불균일로 인한 진원도 불량은 공기누설 및 작동시 이상음 발생의 원인이 됩니다. 따라서 EKK 팀은 Moldex3D를 사용하여 게이트 위치를 재설계했습니다. 새롭게 설계된 제품을 보면, 게이트 설계 최적화 후 에어트랩의 개수가 대폭 줄었습니다. 더 중요한 것은 립 표면 압력이 더 균일하고 표면 진원도도 그림 4와 같이 R0.02 ~ R0.05mm의 요구 사항을 충족한다는 것입니다.

그림 3. 원본 제품의 립 결함
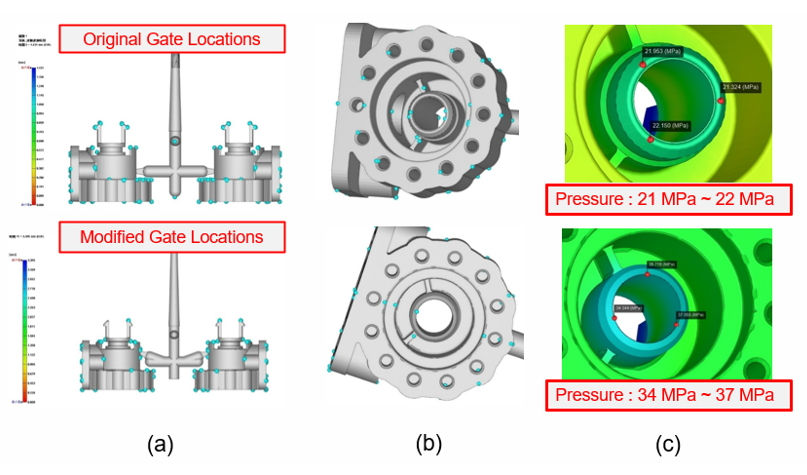
그림 4. 게이트 위치 설계 변경 분석 결과: (a) 게이트 위치, (b) 에어 트랩 변위, (c) 충진 단계의 압력 결과.
두번째로, 외관상의 결함을 제거할 필요가 있었습니다. 원래의 공정 조건에서는 첫 번째 단계의 유량 설정이 너무 높았습니다. 따라서 용융물이 더 작은 단면의 게이트를 통과할 때 고전단 가열 및 분사 현상이 발생했습니다. 따라서 연구팀은 게이트에서의 유량을 40cm3/sec에서 15cm3/sec로 감소시켰고 그 후 분사 결함이 크게 개선되었습니다(그림 5). 그러나 감소된 유속이 너무 느려서 용융 온도가 낮아질 수 있으므로 용융 선단 hesitation가 발생할 수 있습니다. 유속이 증가한 후 재료 온도가 7°C 상승했습니다. 그림 6(c)는 제품 표면이 더 매끄럽고 hesitation 흐름 마크가 더 적다는 것을 보여줍니다.

그림 5. 제품의 제팅 문제 비교: (a) 용융물이 게이트를 통과할 때 유속이 낮게 변경됨, (b) 유동 선단 시간이 개선됨, (c) 실제 제품의 분사 자국이 적음.

그림 6 제품의 hesitation 플로우 마크 비교: (a) 금형 캐비티를 통과하는 용융물의 유속이 증가했고, (b) 용융 가공 온도가 7°C 상승했으며, (c) 실제 제품은 더 적은 hesitation
불균일한 초기 전단 응력으로 인해 제품 표면이 매끄럽지 않거나 고르지 않았습니다. 가장 좋은 개선 방법은 용융 응고 전에 캐비티의 압력을 완전히 해제하는 것이었습니다. 따라서 EKK 팀은 천천히 압력을 해제하고 내부 전단 응력을 피하기 위해 세 번째 보압 단계 이후에 하나의 단계를 더 추가했습니다. stress mark는 그림 7과 같이 프로세스 최적화 후 성공적으로 해결되었습니다.
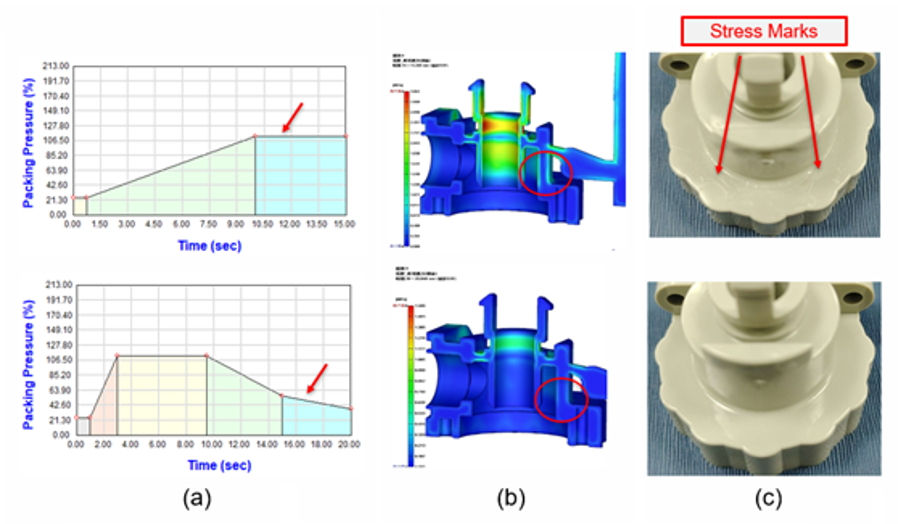
그림 7. 제품의 Stress Mark 이슈를 비교 (a) 최종 단계에서 압력을 해제한 새로운 공정 조건, (b) 전단 응력이 적은 압력 설정 수정 부품, (c) 새로운 실제 제품은 완벽하고 매끄러운 외관.
두꺼운 부품과 심각한 수축으로 인한 초기 Void 문제는 제품 회전 균형과 부품 강도에도 영향을 미칠 수 있습니다. 그림8은 X-ray를 통한 Void 단면을 보여주고 있으며 ,이러한 Void 위치는 9% 이상의 체적 수축 시뮬레이션 결과와 일치하였습니다. 따라서 고강도 제품을 얻기 위해서는 최적화 과정에서 부품 부피 수축이 9% 미만으로 보장되어야 합니다.

그림 8 원본 제품의 X-ray 스캔 Void 결과(왼쪽)와 9% 이상의 체적 수축률 시뮬레이션 결과(오른쪽)
유효 보압 시간은 부품 게이트가 14초에 굳습니다. 그림 9(왼쪽)는 용융 소재 분포를 보여줍니다. 원래 공정에서는 보압을 20초로 설정했는데, 이는 14초 후에 캐비티 압력을 해제할 수 없음을 의미했습니다. 따라서 압력을 해제하기 위해 보압 매개 변수의 마지막 단계에 추가 buffer 구간을 설정하는 것은 불가능했습니다. 따라서, 보압 압력은 게이트 영역에서 약간의 용융 상태가 있는 11초 동안 설정되었습니다. 제품이 지속적인 압력 보상을 받을 수 있도록 응력이 해제되고 수축이 효과적으로 감소되었습니다.

그림 9. 보압 시간 종료 시점의 용융 면적 결과: 보압 단계 설정을 해제하지 않은 경우의 14초 및 11초
마지막으로, 성형 공정 최적화 후 체적 수축이 성공적으로 개선되었고 보이드가 감소했습니다. 보이드 시뮬레이션은 실제 X-ray 사진과 유사한 결과를 보였습니다(그림 10).

그림 10. 최적화된 제품의 X선 스캔 결과(왼쪽)와 시뮬레이션에서 나타난 체적 수축 감소(오른쪽).
결론
EKK 팀은 제품에서 발생할 수 있는 문제를 미리 파악하기 위해 Moldex3D를 사용했습니다. 플라스틱 흐름 선단 패턴의 시뮬레이션 결과를 통해 용융 분사를 피하기 위한 최적의 게이트 위치를 결정할 수 있었습니다. 보압 압력 및 단계 수의 공정 조건을 수정하여 립 표면 거칠기를 개선하고 flow/stress 마크 문제를 해결했습니다. 또한 보압 시간을 조정하여 보이드를 성공적으로 줄이고 제품 강도를 개선했습니다.


Comments